15818575097
引言
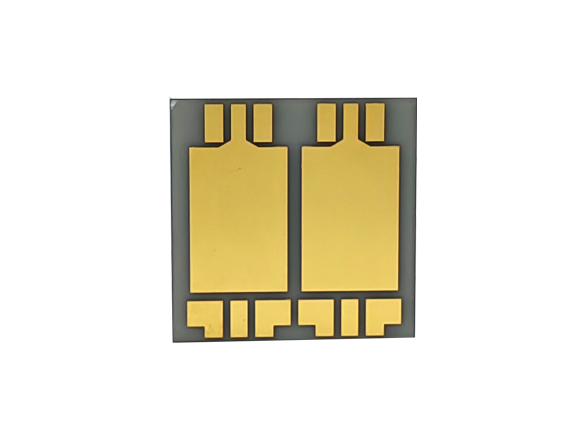
陶瓷覆铜板(如氮化铝、氧化铝陶瓷覆铜板)作为高频、高功率电子器件的核心基材,其性能直接影响电子产品的可靠性。全面、精准的测试是评估材料质量、优化工艺设计及确保终端应用安全的关键环节。本文从测试方法分类、核心测试项目、设备要求及结果分析等方面,系统解析陶瓷覆铜板的测试技术。
界面结合力评估:确保铜层与陶瓷基体在热、机械应力下的粘附可靠性。
热性能验证:热导率、热膨胀系数匹配性,避免器件因热失效。
电性能表征:高频下的介电性能、信号传输损耗。
可靠性考核:模拟长期使用中的耐候性、耐化学腐蚀性及机械稳定性。
剥离测试:
方法:ASTM D3330,通过拉力机以恒定速率剥离铜层,计算单位宽度剥离强度。
法。
关键点:样品边缘需倒角避免应力集中,测试温度可选常温或高温(如150℃)。
剪切测试:
方法:ASTM D3163,单搭接结构施加横向力,记录最大剪切力。
应用:评估热膨胀失配导致的界面剪切应力耐受性。
热导率测试:
方法:激光闪射法(ASTM E1461)或热流计法,需考虑各向异性(陶瓷基材的热导率方向性)。
标准:AlN陶瓷覆铜板热导率需≥170 W/(m·K)。
热膨胀系数(CTE)匹配性:
设备:热机械分析仪(TMA),测试陶瓷与铜层在-50℃~250℃范围内的CTE差异。
介电常数与损耗测试:
方法:阻抗分析仪(如Agilent E4991B)在1MHz~10GHz频段内扫描,计算Dk(介电常数)和Df(损耗因子)。
要求:高频下Df需低于0.002。
击穿电压测试:
标准:ASTM D149,逐步升压直至材料击穿,评估绝缘性能。
热冲击测试:
条件:-55℃→288℃循环,15分钟/循环,共1000次(JEDEC标准)。
目的:筛选热疲劳导致的界面开裂或铜层剥离。
耐焊性测试:
方法:漂浮法(288℃锡炉,10秒),检查铜层起泡或分层。
湿热老化测试:
条件:85℃/85%RH环境1000小时,评估吸湿膨胀对界面的影响。
|
测试项目 |
关键设备 |
精度/参数要求 |
|
结合力测试 |
万能材料试验机(如Instron) |
载荷精度±0.5%,剥离速率可控 |
|
热导率测试 |
激光热导仪(如LFA 467) |
样品厚度误差<5μm,测试温度范围RT~500℃ |
|
介电性能测试 |
网络分析仪+同轴夹具 |
测试频段覆盖DC~40GHz,Dk精度±1% |
|
热膨胀系数测试 |
热机械分析仪(TMA) |
位移分辨率<0.1μm,升温速率可控 |
可能原因:陶瓷表面污染、金属化工艺缺陷(如钎焊温度低)。
改进措施:优化表面粗化(如等离子清洗)、调整活性金属成分(如Ag-Cu-Ti比例)。
热导率偏低:
影响因素:陶瓷孔隙率高、铜层氧化。
解决方案:提高烧结密度(如热压烧结)、采用真空钎焊工艺。
高频损耗过大:
优化方向:控制陶瓷晶粒尺寸(纳米级AlN粉体)、优化铜层粗糙度。
|
应用领域 |
关键测试项目 |
典型指标要求 |
|
5G通信(毫米波天线) |
高频介电性能、热导率 |
Df≤0.001@10GHz,热导率≥200 W/(m·K) |
|
功率半导体封装 |
结合力、热循环可靠性 |
剥离强度≥30N/cm,1000次热冲击无失效 |
|
LED散热基板 |
热阻、耐腐蚀性 |
热阻≤0.2℃/W,耐3%盐水喷雾测试 |
原位测试技术:结合同步辐射X射线成像,实时观测热冲击下界面裂纹扩展。
多物理场耦合测试:模拟实际工况中的热-电-力耦合作用,提升测试真实性。
AI辅助分析:通过机器学习预测不同工艺参数下的测试性能,加速研发迭代。

